极耳制造工艺种类较多,但是最主要分为两种,一种是电池耳机物理热压工艺,还有一种是高频热压工艺。关于电池极耳制作的主要两种工艺,RAYTRON给细说一下电池极耳生产制作工艺流程图:
1、物理热压工艺:物理热压工艺主要采用接触加热,即加热管给加热器加热,加热器压在金属带上,多次加热,使金属带加热到一定温度,使薄膜溶解。
如下图所示,首先将金属带安装在定影器上,然后用旋转轮将金属带压平,在加热区进行第一次加热,使薄膜粘在金属带上。第二次加热将金属带和薄膜之间的气泡排出,上下两层的薄膜粘贴在一起,温度需要根据薄膜的熔点来设定,一般在150-175℃之间,时间为4-6秒。第三步金属带加热,重要的是使金属表面和倒边部位的薄膜融化收缩,形成一条加热线,将倒边部位的中空区域密封起来,一般温度在190-220℃之间,时间为4-6秒。然后通过物理压合使温度降下来,使外观状态成型,再经过单件切割、CCD尺寸检测,将有缺陷的产品扔到废品箱,好的产品进行R角切割,最后堆放在成品箱内,完成极耳的生产加工。

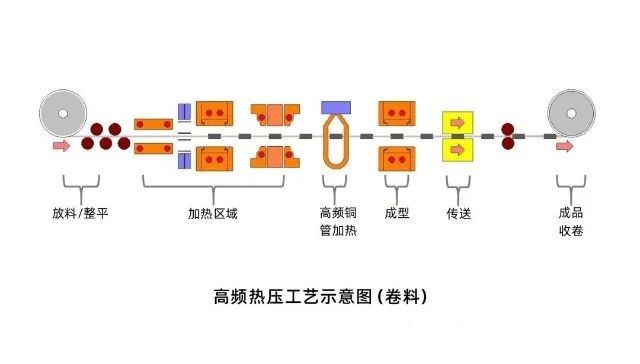
2、高频热压工艺:高频热压工艺主要是利用电磁感应的原理,通过电感线圈将电磁感应转化为同频率的磁场,然后作用于磁场中的金属带。利用涡流效应,在金属带中产生与磁场强度成比例的感应旋转电流(即涡流)。旋转电流通过金属带中的电阻转化为热能,使金属带的温度迅速上升,溶解薄膜,达到快速加热的目的。
如下图所示,金属带首先被安装在固定器上,由旋转轮调平,并在加热区进行第一次加热,使金属带被预热,薄膜被粘贴在金属带上。第二次和第三次加热将金属带和薄膜之间的气泡排出,也将薄膜上下两层之间的糊状物排出。需要根据薄膜的熔点来设定温度,一般温度在160-200℃之间,时间为3-4秒。第四步,产品通过高频机释放能量,需要快速给金属带加热使薄膜熔化收缩,形成加热线,封住倒置部分的空腔区域,一般电流能量需要达到250℃左右,时间2-4秒、然后通过低温压制使外观状态成型,再经过单片切割,最后收存于成品箱中或直接将产品卷料放入料盘中,完成极耳的生产加工。