锂离子电池的内部结构根据其制作方式主要分为4种:正常结构、极耳中置结构、多极耳结构、叠片结构。正常结构正负极只有一个极耳,极耳位于极片的一端,通过卷绕的方式制作;极耳中置结构极耳位于极片的中部,一般通过激光清洗、间隔涂布、贴胶带等方式处理,电池的内阻较小,倍率性能较好;多极耳卷绕极片有多个极耳,极耳位置根据设计各有不同,电池电阻更小,电池的倍率性能更好;叠片电池通过将极片裁切成特定的形状,通过正负极交替折叠制作,每层中都有一个极耳,这种结构的电池倍率性能最好。
1 极耳中置结构
极耳的位置对于锂离子电池内阻以及倍率有明显的影响,极耳处于正负极的中间时,电池的内阻以及倍率性能最好,其性能接近叠片工艺的电池。下图为极耳中置结构与正常结构的对比图,正常结构极耳位于极片的一端,极耳中置结构极耳位于电池极片的中部。
下表为两种结构的电池性能差异,同一型号采用极耳中置结构以及正常结构电池内阻、直流电阻(DCR)相差较大,正常结构内阻达到30mΩ,极耳中置结构内阻只有17mΩ;50%荷电态下正常结构的DCR为56.6mΩ,极耳中置结构为47.4mΩ。在电池倍率性能方面,二者的小倍率性能差异不大,大倍率差异明显。极耳中置结构极耳在极片的中部,放电过程中电子从中间向两端扩散,电流较小时,载体通过电子能力足够,而大倍率时,电子数目过多,通道阻塞,导致其大倍率性能差,同时极片也会产热,导致其循环性能差。
2 多极耳卷绕
多极耳卷绕技术在载体中切割出固定的极耳形状,卷绕完成之后再将载体焊接极耳引出,形成多极耳电池。
多极耳卷绕由于其极耳更多,且分布更均匀,这种结构的电池倍率性能更好,充放电温升更小,适合大功率设备,目前无人机采用此种结构比较多。由于其焊接要求以及精度更高,此种结构制作的电池成本更高。多极耳结构的优势有:进一步降低电池阻抗,提高电池大倍率充放电性能,支持5C~10C放电;有效降低电池高倍率放电下的温升,10C放电电池表面温升低于20℃;电池温度低,显著增加电池循环使用寿命。
下表为多极耳结构对比极耳中置结构的性能优势:多极耳卷绕电池的内阻比极耳中置电池小很多,其恒流充电容量占总容量的百分比也较大。目前手机厂商普遍宣称其产品能够进行快充,但是大都只限定前30min,充电后段的恒压阶段实际时间较长,而多极耳卷绕技术可以对这方面进行改善,但由于其极耳较多且需要焊接并引出,导致其能量密度偏低,提升多极耳结构电池能量密度将是未来该技术的主要方向。
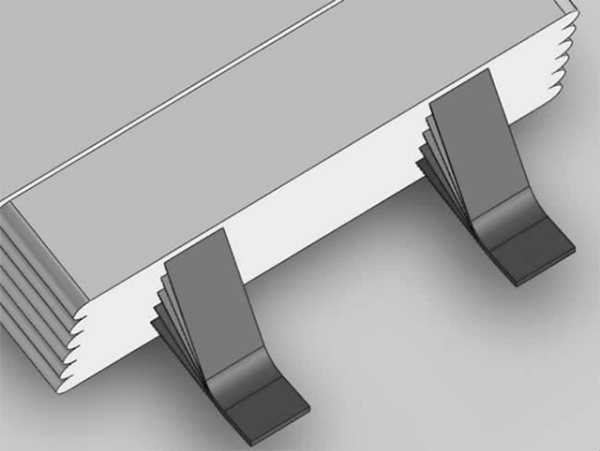
3 叠片结构
相比多极耳卷绕,叠片电池每层都引出一个极耳,此种结构制作的电池快充性能是目前各种结构中最高的。但是由于其自动化程度的限制,目前在消费类电子领域使用较少,主要用于军工以及动力电池等领域。相信随着自动化能力的提升,叠片技术在日后必将成为主流。